사물, 물건을 뜻하는 thing 이란 단어에 우주, 세계라는 뜻의 단어 universe 가 합쳐져
굳이 직역하자면 '모든 사물이 존재하는 세계' 정도로 해석되겠네요
쉽게 한마디로 정리하면,
3D 프린팅 및 제작 관련 모델링을 공유하는곳
이 되겠습니다.
당연히 "무료" 구요!
이곳 싱기버스(Thingiverse)는 3D 프린팅 및 디지털 제작 커뮤니티를 위한 무료 온라인 플랫폼입니다. 이 사이트는 사용자가 디지털 파일을 업로드하고 다른 사용자와 공유할 수 있도록 하여, 사람들이 3D 프린터 및 CNC 머신을 사용하여 물건을 만들 수 있도록 돕습니다.
Thingiverse에서는 다양한 주제와 토픽을 다루는 디자인 파일이 많이 제공됩니다. 이 파일들은 일상적인 가구, 장난감, 예술 작품, 전자 부품, 건축 모델 등 다양한 분야에서 사용될 수 있습니다.
이 사이트는 무료로 사용할 수 있으며, 회원 가입을 통해 업로드, 다운로드, 공유 및 수정이 가능합니다. 또한 Thingiverse는 풍부한 커뮤니티 기능을 제공하여 사용자들이 서로 연락하고 아이디어를 공유하며, 프린터나 디자인에 대한 조언을 구할 수 있도록 합니다.
Thingiverse의 가장 큰 장점 중 하나는 사용자들이 자유롭게 디지털 파일을 공유하고 수정할 수 있다는 것입니다. 이를 통해 다양한 아이디어를 얻고, 디자인을 변경하고, 새로운 제품을 만들 수 있습니다. 이러한 기능들은 사용자 간의 협력과 창의적인 아이디어의 발전에 큰 도움을 줍니다.
또한 Thingiverse는 프린팅 설정, 소재 및 인쇄 속도 등의 정보를 제공하여 사용자가 3D 모델링 및 인쇄를 쉽게 수행할 수 있도록 돕습니다. 더 나아가, Thingiverse는 온라인 스토어에서 프린터 및 부속품 등의 제품도 판매하고 있습니다.
Thingiverse는 3D 프린팅 및 디지털 제작을 쉽게 시작할 수 있는 좋은 플랫폼입니다. 사용자들은 새로운 아이디어를 찾고 공유하며, 디지털 파일을 다운로드하여 직접 제작할 수 있습니다.
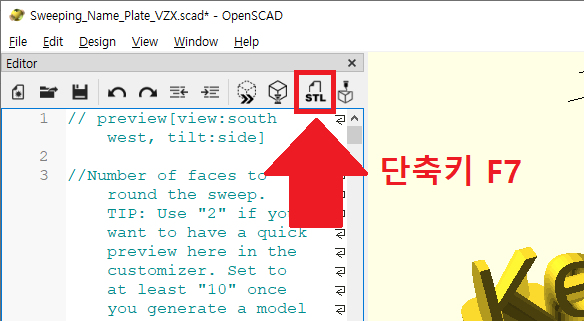
사용방법은 간단합니다.
다운로드의 경우 별도의 회원가입 없이 바로 다운로드가 가능합니다.
본인이 모델링한 파일을 공유하고 싶다면 회원가입이 필요하며, 업로드 역시 무료입니다.
단, 무료 플랫폼이다보니 업로드 및 다운로드에 대한 수익은 전혀 발생하지 않는다는점!
그리고
아무래도 무료로 업로드/다운로드가 빈번한 곳이다보니, 라이센스 문제도 명확히 명시되어 있습니다.
외부 부착된 스티커가 나름 어울려 재거하지 않고 그대로 쓰고 있는데 왠지 뒷 궁둥이가 허전해 보입니다
드리프트하이 서킷에서
접사로 한컷
흠 뭔가...
뒷 궁둥이가 왠지 허전쓰...
이에 검색해댑니다
어떤 모양의 윙이 어울릴까
허접하지 않으면서 평범하지 않고 느낌을 살릴수 있는 리어 윙으로
국내 알씨 전문점을 비롯하여 해외 사이트도 기웃기웃
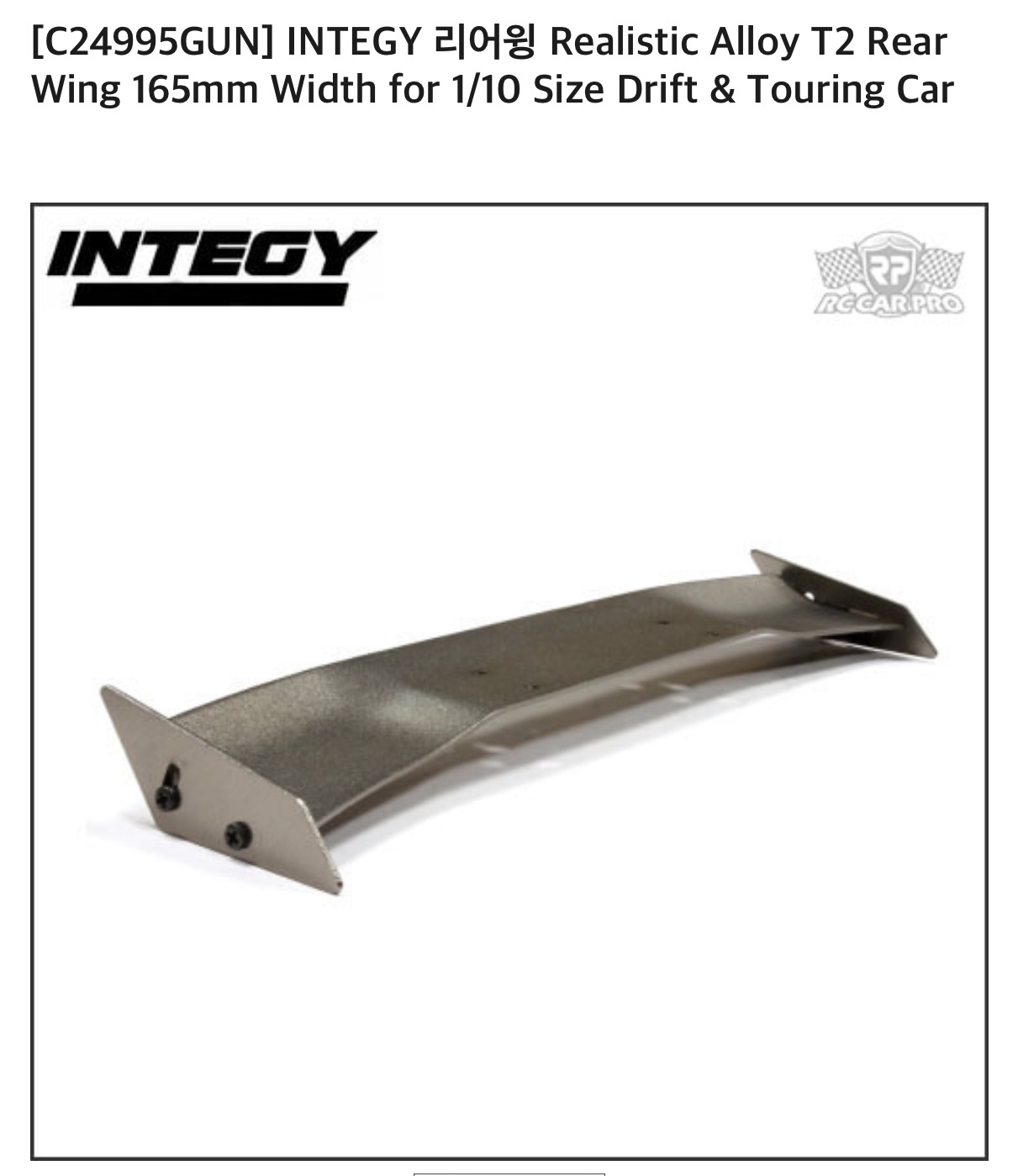
저렴이 플라스틱 쪼가리는 여러개 여분이 있긴 하지만 M4에는 저려미를 달아주고 싶지 않아 메탈 윙 위주로 찾아봅니다
오호 이거 딱일세!
윙은 정했고
윙 마운트는 어떤게 좋을까 리어 상단에 올릴까 아니면 번호판 옆으로 꺽어서 올릴까
여러 고민끝에
이 마운트로 결정하여 주문을 합니다.
단순 플라스틱 사출품이 라닌 메탈로 가격이 제법 나가네요
윙 ₩13,800 윙마운트 ₩18,500 합계 ₩29,600
주문 후 잘 도착했으니 장착 작업에 들어갑니다
(장착 작업 과정중 사진은 못찍음)
바디의 후면부 범퍼 자리 양쪽으로 사이즈를 재서 윙 마운트가 삽입 될수 있도록 약 1.5cm정도 잘라주고 두께도 고려해서 깍아준 다음 윙마운트를 삽입
바디 안쪽에서 고정될수 있도록 m2 볼트로 고정시켜줍니다
완성!
역시 리어윙이 있으니 더 멋진것 같습니다
공기역학적으로 실제 차량등에 장착되는 리어 윙의 경우 시속 약 80km이상의 속도에서 리어윙으로 인한 다운포스가 발생하기 시작한다고 하는데 빠르게 달리는 RC도 아닌 드리프트 RC로 얼마나 다운포스가 발생하겠냐 싶지만 제역할을 하라고 달아준 리어윙이 아니기에 그래도 비쥬얼적인 모습은 만족도가 높네요
마음에 쏙 듭니다~
다음엔 어떤 악세사리로 실차량에 가깝게 꾸며볼지 또다시 즐거운 고민에 빠져봅니다~
TMI
스포일러와 윙의 차이점
* 스포일러 : 차량 후면에서 발생하는 공기의 흐름(와류)로 인해 저항이 발생하는걸 방지하기 위해 차량에 일체형으로 붙어있는 방식
* 윙 : 빠른 속도로 주행시 차량이 뜨는 현상을 막아 공기 흐름을 이용하여 위에서 눌러주는 다운포스를 발생시켜 좀더 안정적으로 차량이 주행할 수 있도록 도와주는 역할