3D 디자인과 출력에 대한 경험이 있으신 분들은 STL로 변환된 모델링의 오류 수정이 얼마나 중요한지 알고 계실겁니다.
겉으로 보면 디자인이 멀정해 보여도 일단 프린팅을 하면 실패하는 경우가 있습니다. 이럴때 모델링의 오류를 수정해 주는 프로그램들을 이용해 수정하고 프린팅을 하면 실패를 줄일 수 있습니다.
저는 이런 오류수정은 대부분 넷팹(Netfabb)을 이용해서 체크해보고 오류가 있는 경우 수정한 후에 서포트를 달거나 서포트까지 다 달고 나서 슬라이싱 전 최종적으로 오류를 체크해 수정하는 편입니다.
아래 적을 몇가지 모델링의 오류와 같은 문제점들을 수정하고 변경하여 출력에 성공할 수 있도록 빈틈 없는 모델링을 만들어 주세요!
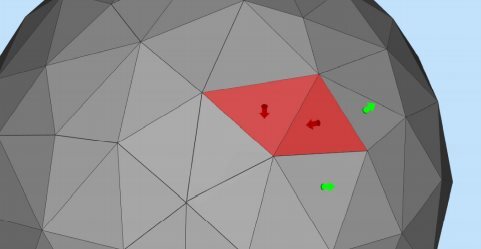
1. 모델링의 겉과 안쪽의 면이 뒤집힌 경우
모든 3D 모델링은 2개의 면을 갖고 있는데 바깥쪽의 면이 보통 우리가 프린트 후에 볼 수 있는 면입니다.
안쪽의 면은 내부를 잘라야 볼 수 있겠죠? 이렇게 안쪽과 겉쪽에 면이 있는데 이게 뒤바뀐 경우 입니다.
이 경우 프린터나 슬라이서에게는 혼란을 야기할 수 있다고 하네요. 안쪽면이라고 인식하면 이게 안쪽면이니 해당면 내부로는 채워서 출력해야 한다고 판단하거나 하는 거죠. 그런데 이게 되집혀 있으면 프린터 입장에서는 혼란을 겪게 된다는 이야기 입니다. 본질적으로 어디서 프린팅을 시작하고 끝내야 할지 그리고 이걸 구멍으로 남겨놔야 할지 등 정확한 판단을 못하게 되는 거죠.
비교적 간단한 오류라 어지간한 툴들에서 수정이 잘 되는 오류중 하나 입니다.
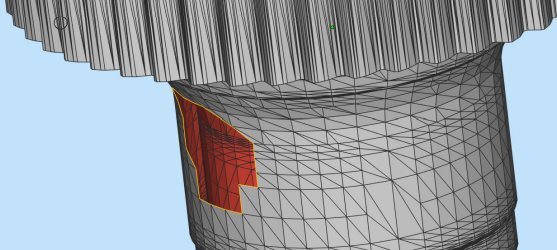
2. 구멍이 뚫려 있는 경우
가끔 모델링 표면에 면들이 부족하여 구멍이 뚫리는 경우가 있습니다. 이경우 에도 슬라이서나 프린터쪽에 혼란을 주어 정상적인 프린팅이 어렵도록 만들기도 합니다. 이게 의도된 구멍인지 단순한 오류인지가 구분되지 않으면 프린팅에 혼선을 주게 되는 거죠.
모델링 툴에서 구멍을 자동으로 막아주는 기능을 사용하던가 오류를 수정해주는 넷팹이나 슬라이서 자체 기능을 통해서 대부분은 어렵지 않게 수정될 수 있습니다.
3. 면이 겹쳐져(overlapping) 있는 경우
모델링 디자인이 복잡해져 가면서 몇개의 모델링을 하나로 합치거나 어느 한쪽에서 다른 한쪽을 빼내는 등의 작업(모델링 툴에서 많이 사용되는 불린 기능)이 있게 마련인데 그 결과로 면들이 서로 중첩되는 문제가 생기기도 합니다. 이 역시 최대한 디자인 툴에서 깔끔하게 정리해주면 좋지만 그렇지 못한 경우 이를 수정해줄 수 있는 툴 들의 오류 수정 기능을 사용하여 수정해 줍니다.
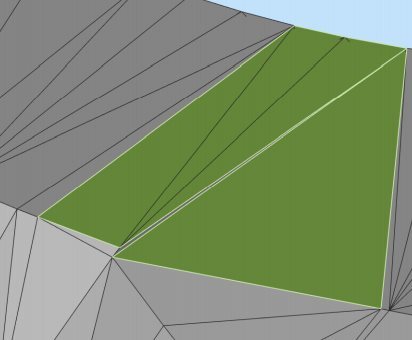
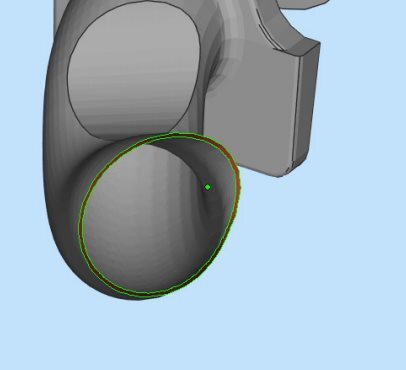
4. 서로 연결되지 못한 면 들이 존재하는 경우
둘 또는 그 이상의 (삼각)면이 서로 연결 되어있지 않은 경우 보통 'bad edges' 라고 부릅니다.
이는 보통 디자인상의 'gap' 이라고 부르기도 하는데 이런 gap들로 둘러싸인 면은 다른 면에 연결되지 못하기 때문에 제대로 출력이 되도록 하기 위해서는 이런 gap들을 봉합(stitch)해줄 필요가 있습니다.
비슷한데 약간 다른형태의 오류는 'near bad edges' 라고 하는데 두개의 다른 (삼각)면이 서로 가까이에 있지만 완전히 닿아 있지 않은 경우 입니다. 이런 경우는 화면상에서 육안으로는 잘 보이지 않기 때문에 해당 오류가 있는지 오류를 수정하는 툴 들을 이용해 체크해보는 것이 좋습니다.
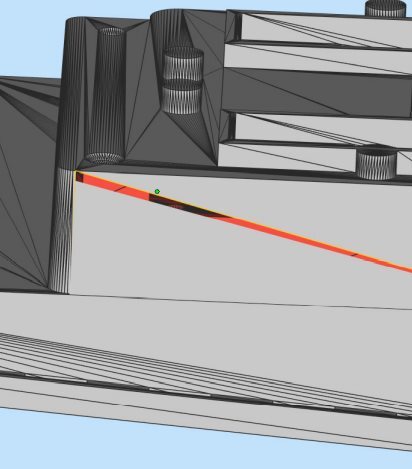
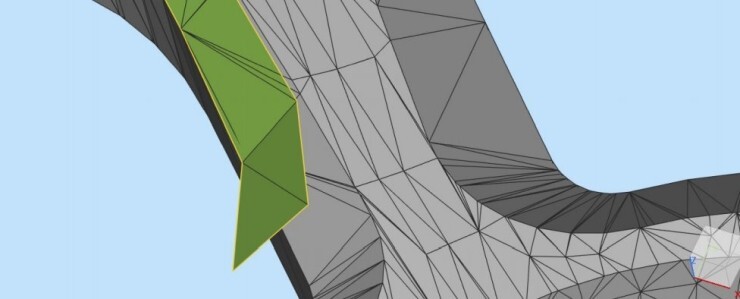
5. 잘못 연결되어 교차되거나 작은 찌꺼기 면들이 있는 경우
사진에서 처럼 면들이 서로 제대로 붙어있지 있지 않고 공중에 분리되어 있다거나 중첩되어 있는 경우들이 있습니다.
자주 발생하는 문제점중 하나는 뒤집힌 면이 껴있다거나 면이 서로 교차해서 연결은 되어 있지만 한쪽의 방향이 잘못된 방향으로 뻗어있는 경우 입니다.
또다른 현상중 하나는 일부 면이 너무 작아서 거의 쓸모가 없는 경우 입니다. 쓰레기 찌꺼기 같다고 해야 할까요.
이런 형태의 면들을 보통 'noise shells' 또는 'orphaned shells' 라고 부르는데 부피나 면적이 거의 0에 가깝습니다.
마치 옷에 생긴 주름을 다리미를 이용해 펴준다고 생각하면 되겠습니다. 이런 'noise shell' 들을 없애는 가장 쉬운 방법은 뒤집힌 면을 되돌려 없애고 최종적으로 꼭 필요한 면들만 남겨 통일된 하나의 오브젝트로 만드는 것입니다. 면이 아주 많은 모델링의 경우 이런 자잘한 'noise shell' 들이 출력에 큰 영향을 주는 건 아니지만 FDM같은 출력에서는 출력시간을 늘리는 원인이 되기도 합니다.
레진프린팅에서는 이런 자잘한것들이 마치 먼지 찌꺼기 같은게 붙어있듯이 출력될 수 있으니 깔끔하게 정리해주는 게 좋습니다.
6. 서로 교차하거나 겹쳐진 면들이 있는 경우
흔히 발생하는 또 다른 문제중 하나는 삼각(면)들이 서로를 잘라내는 것 입니다. 면들이 교차하면 날카로운 모서리를 잘라 내고 삼각형을 다듬어 통일 된 디자인을 만들어야 합니다. 이 작업을 하지 않게 되면 3D 프린터가 모델의 내부와 외부에 대해 다시 혼동을 일으키고 어떤 부분을 채워야하는지 알지 못해 출력이 실패하게 됩니다. 면이 충되는 일이 발생하면 면의 모서리가 두 개 이상의면에서 공유됩니다. 이 경우 프린터는 프린팅 경로를 계산하는 데 어려움을 겪습니다. 프린터가 무엇을 해야하는지 명확하지 않으므로 레이저 또는 노즐이 단순히 두 개의 동일한 가장자리가 서로 위에있는 모델을 계속 인쇄하는 방식으로 모델을 슬라이스 할 수 있습니다. LCD 레진프린팅에서는 슬라이서 오류로 이어져 생각지 않은 면이 나타나거나 없어지거나 하는 경우가 생길 수 있습니다.
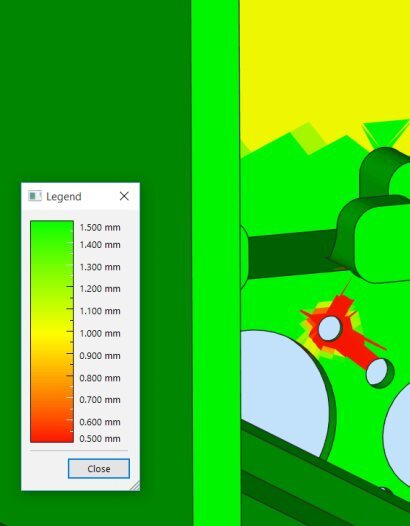
7. 외벽의 두께를 체크할 필요가 있는 경우
3D 모델링 소프트웨어를 사용하면 벽 두께를 구현하지 않고도 표면을 설계 할 수 있지만 3D 프린터에는 물체의 벽 두께에 대한 정보가 필요합니다. 그래서 가끔 프린팅에 대한 이해가 부족한 디자이너가 두께를 표현하지 않고 모델링만 끝내 프린팅 쪽으로 넘기는 경우가 있습니다. 프린팅 방식과 기종에 따라 출력에 필요한 최소 두께가 있을 것이고 장비와 상관없이 출력물이 원하는 강도를 갖도록 하기 위해 레진 물성에 더해 두께를 적절히 수정해야할 필요도 있게 됩니다.
모델링의 속을 비우는 경우에도 복제를 위해 적정한 두께를 가져야 하는 것도 이에 해당된다고 볼 수 있겠습니다.
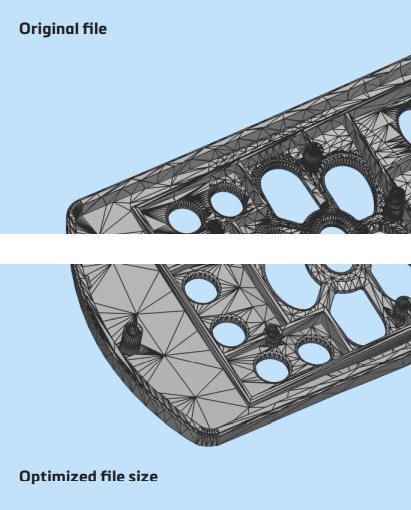
8. 필요이상으로 파일의 사이즈가 큰 경우
디자인을 구성하는 면들이 복잡하고 그 수가 많을 수록 컴퓨터의 메모리를 더 많이 사용하게 됩니다. 따라서 면들이 더 많은 STL 파일은 처리하고 분할하는 데 그만큼 더 무겁게 됩니다. 대부분의 경우 3D 프린터는 특정 양의 폴리곤 이상의 파일을 인쇄 할 수 없기 때문에 면 감소 (폴리곤 감소 또는 'Mesh Decimation' 이라고도 함)를 필수 구성 요소로 합니다.
원하는 디테일을 헤치지 않는 선에서 용량을 줄여주면 파일 자체를 다루기에 가볍기도 하고 출력에도 무리가 없게 됩니다.
그렇다고 너무 줄이면 표면 디테일이 뭉게지거나 손상될 수 있으니 적절한 선에서 줄여주는 것이 좋습니다.
9. 모델링의 스케일 조정이 필요한 경우
모델링의 스케일 조정이 필요한 때는 언제일까?
첫번째, STL 포맷은 거리 단위의 정보가 포함되지 않기 때문에 툴을 이용해 원하는 단위와 사이즈로 스케일을 조정할 수 있다.
두번째, 외벽의 두께 문제가 있는 경우 이를 해결하기 위해 축소하거나 확대하여 적당한 크기로 조정할 수 있다.
세번째, 프린팅할 사이즈가 출력 비용에 영향을 줄때 작게 출력하면 비용이 싸다면 필요에 따라 사이즈를 조정하여 출력할 수 있다.
마지막으로 레진 등 소재의 수축이 출력에 영향을 주는 경우 수축율 등에 맞춰 각 부품의 조립에 문제가 없도록 사이즈를 조정할 수 있다.
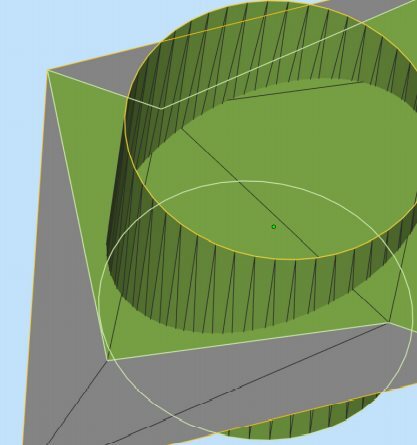
10. 모델링의 속을 비워야 하는 경우
3D프린팅은 기본적으로 소재비용이 많이 드는 편입니다. 그러다 보니 재료를 줄일 수 있다면 출력에 소요되는 비용도 줄일 수 있겠죠?
그렇게 소재를 줄여 비용을 줄이는 방법중 하나가 모델링의 속을 꽉채우지 않고 비워스 출력하는 방법입니다.
요즘은 슬라이서가 기본적으로 지원하기도 하고 메쉬믹서와 같은 프로그램을 이용해서 어렵지 않게 내부를 원하는 두께로 비워낼수 있습니다.
레진프린팅시에는 2mm 내외 두께 정도면 출력후 복제시에도 큰문제가 없는 뚜께라고 보고 있습니다.
물론 출력물의 사이즈와 필요시 되는 강도에 맞춰 적절한 두께를 선택하는 것이 기본입니다.
재료비도 줄이는 것 외에 LCD 레진프린팅의 경우 경화후 필름으로 부터의 이형 면에서도 유리한면이 있습니다. 그만큼 가볍게 되니 더 잘 떨어지는 있점이 생기는 거죠 하지만 상황에 따라 이형이나 출력에 방해되거나 문제가 되는 진공압을 유발할 수도 있습니다. ^^
원문이 머티리얼라이즈의 글이다 보니 매직스에 대한 언급이 주인데
이런류의 오류는 넷팹과 같은 프로그램 (트라이얼버전도 충분한)으로도 가능하니 기회가 되시면 꼭 써보시길 바래요~
*** 본 글은 '10 Basic 3D Model Repair Functions' 원문을 번역한 글 입니다.(원문첨부) - 초류빈 번역
오토데스크는 자사의 퓨전 360(Fusion 360) 솔루션 제품군에 넷팹(Netfabb) 도구를 추가하여 적층제조와 설계의 통합을 강화할 계획이라고 밝혔다. 오토데스크는 2020년 8월 CAM 소프트웨어인 파워밀(PowerMill)과 퓨전 360을 통합했는데, 여기에 넷팹을 추가함으로써 퓨전 360의 설계-생산 연계 범위를 적층제조까지 확장하게 될 것으로 보인다.
퓨전 360은 단일한 데이터 모델을 사용하는 클라우드 기반의 설계 및 제조 플랫폼이며, 넷팹은 3D 프린팅 작업 공정을 최적화하는적층가공(AM) 전문 소프트웨어이다. 오토데스크의 설명에 따르면, 퓨전 360과 넷팹의 통합은 기존 넷팹 가입자가 이용 중인 넷팹 서브스크립션(subscription)에 퓨전 360이 추가되는 형태가 될 것으로 보인다. 넷팹과 함께 퓨전 360의 모델링, 제조, 문서화 등의 기능을 활용할 수 있게 되는 것이다.
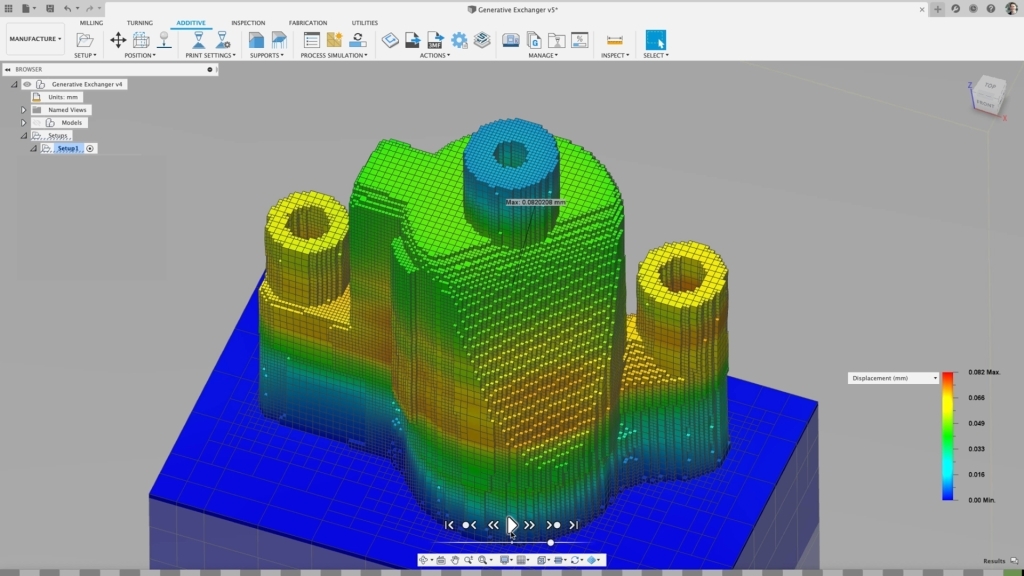
또한, 넷팹 프리미엄 가입자에게는 퓨전 360의 추가기능인 애디티브 빌드 익스텐션(Additive Build Extension)이, 넷팹 얼티메이트 가입자에게는 애디티브 빌드 익스텐션과 애디티브 시뮬레이션 익스텐션(Additive Simulation Extension)이 제공된다. 2020년 10월 출시된 애디티브 빌드 익스텐션은 금속 분말 베드 융합 기능 과 지능형 방향 지정 및 서포트 구조 생성 등 금속 PBF(Powder Bed Fusion) 관련 기능을 제공한다. 1월 출시 예정인 애디티브 시뮬레이션 익스텐션은 3D 출력을 시작하기 전에 문제를 파악하는데 도움이 되도록 3D 프린팅 시뮬레이션을 할 수 있다.
퓨전 360에 추가되는 애디티브 시뮬레이션 익스텐션(출처 : 오토데스크)
오토데스크의 퓨전 360 적층 기술 부문 시니어 제품 매니저인 Sualp Ozel은 “적층 제조는 시장 출시 기간 단축, 제품 경량화, 폐기물 감소 등의 이점을 제공하는 혁신적인 기술 중 하나이다. 오토데스크는 설계 및 제조 프로세스를 지연시키는 장애물을 제거하고, 하나의 도구 모음 안에 매끄러운 작업 흐름을 만들고자 한다. 이러한 변화는 혁신적인 제품을 개발하고 제조하는 데 필요한 도구를 제공하기 위한 것”이라고 설명했다.
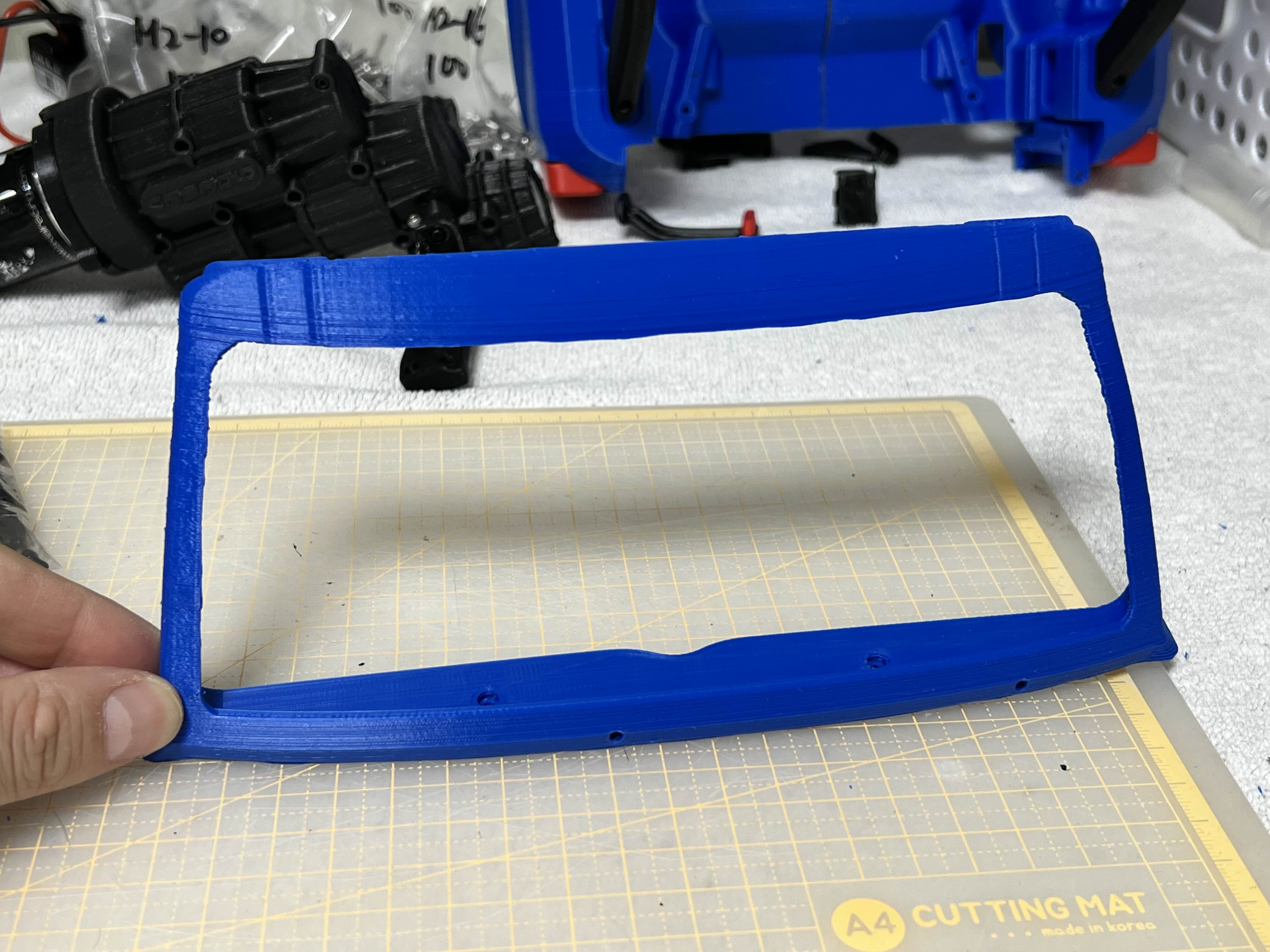
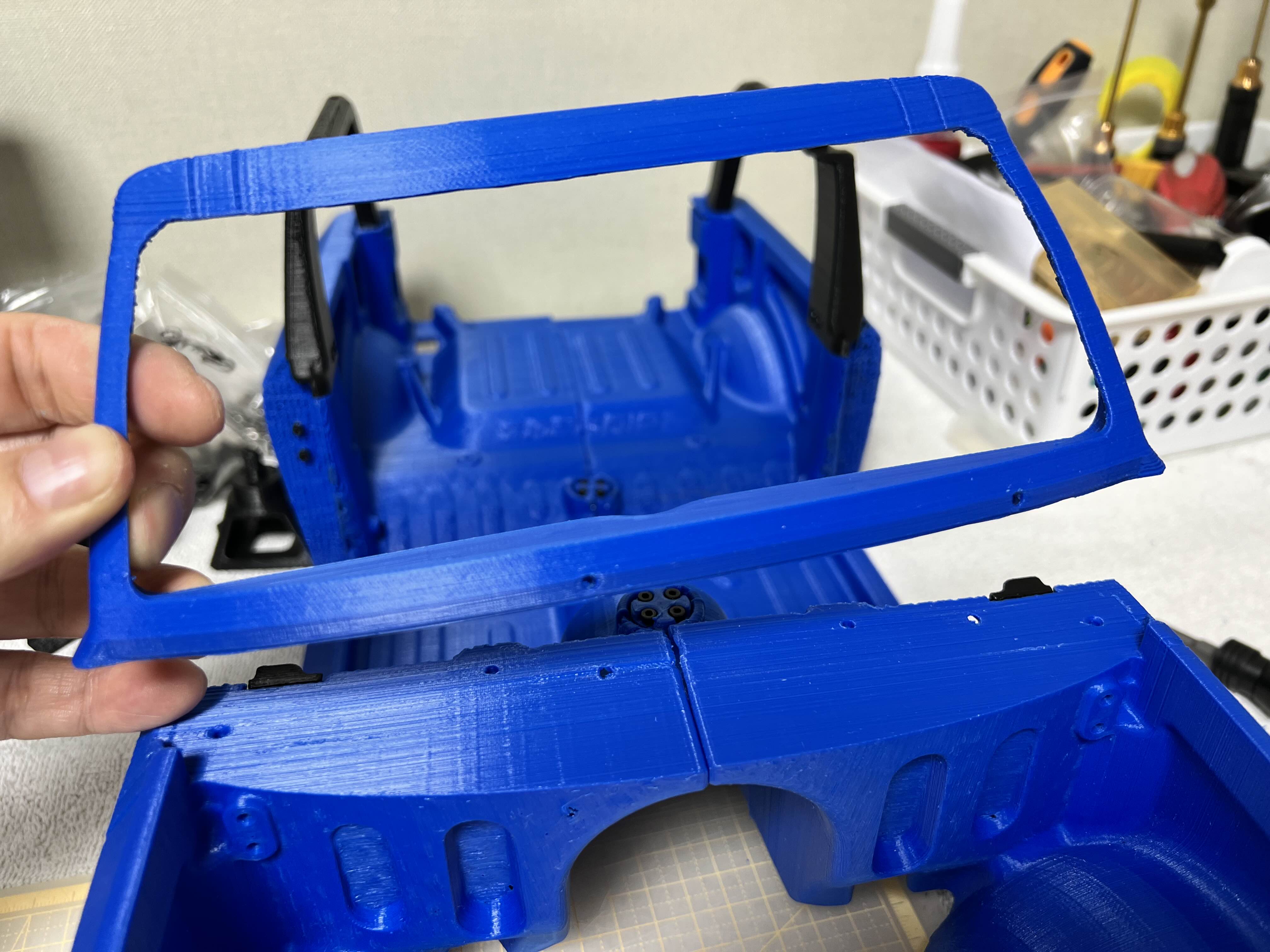
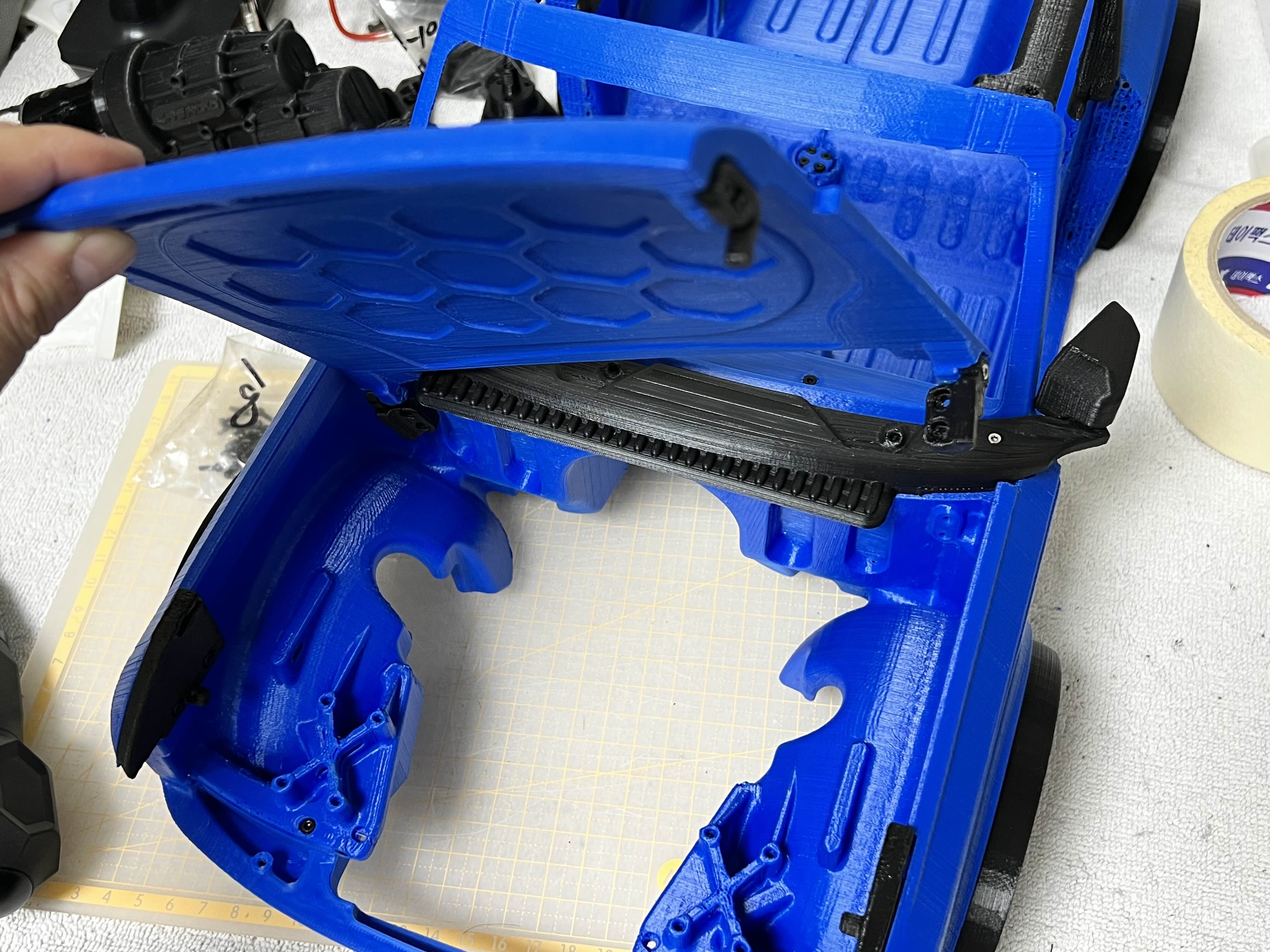
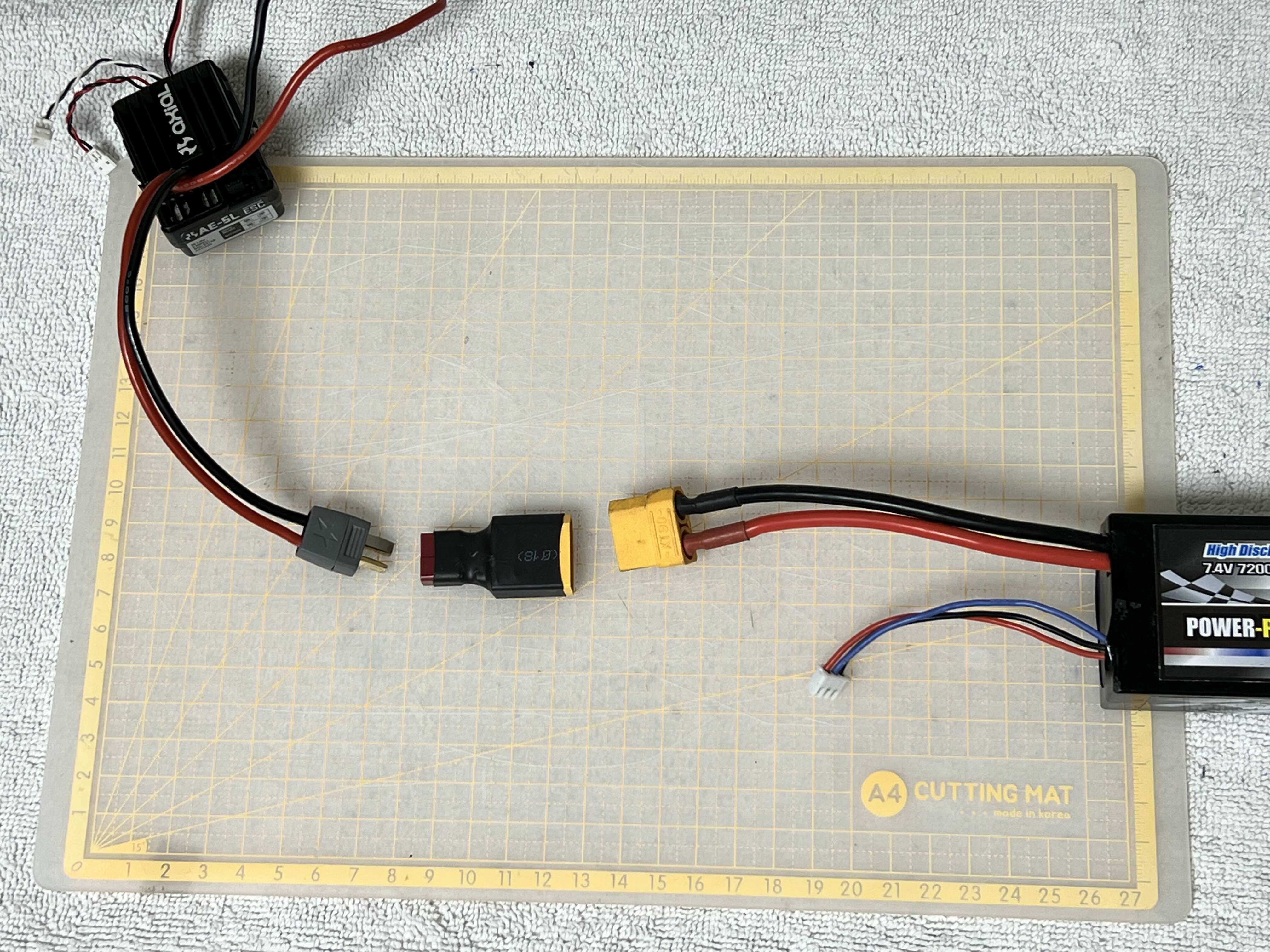
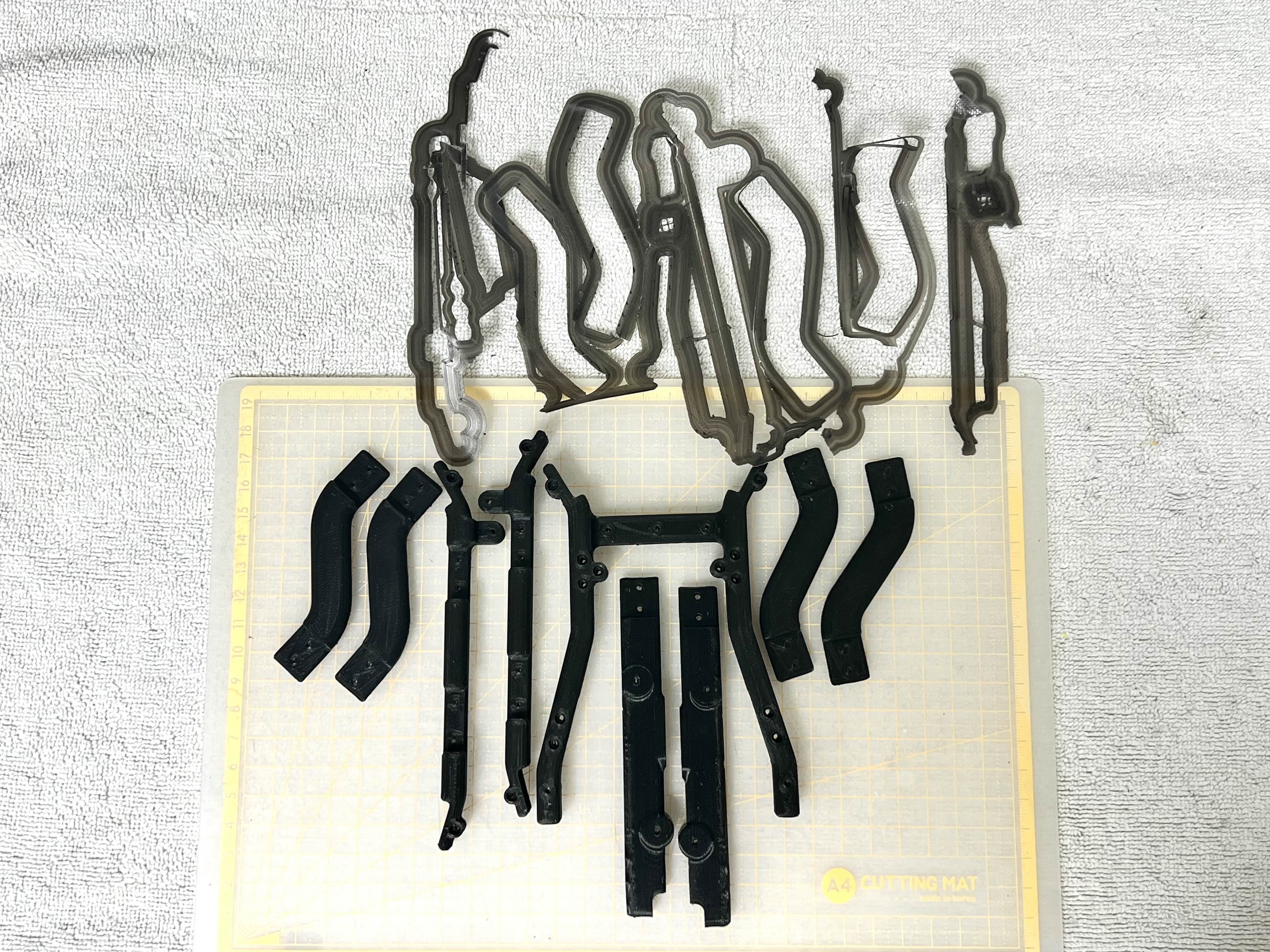
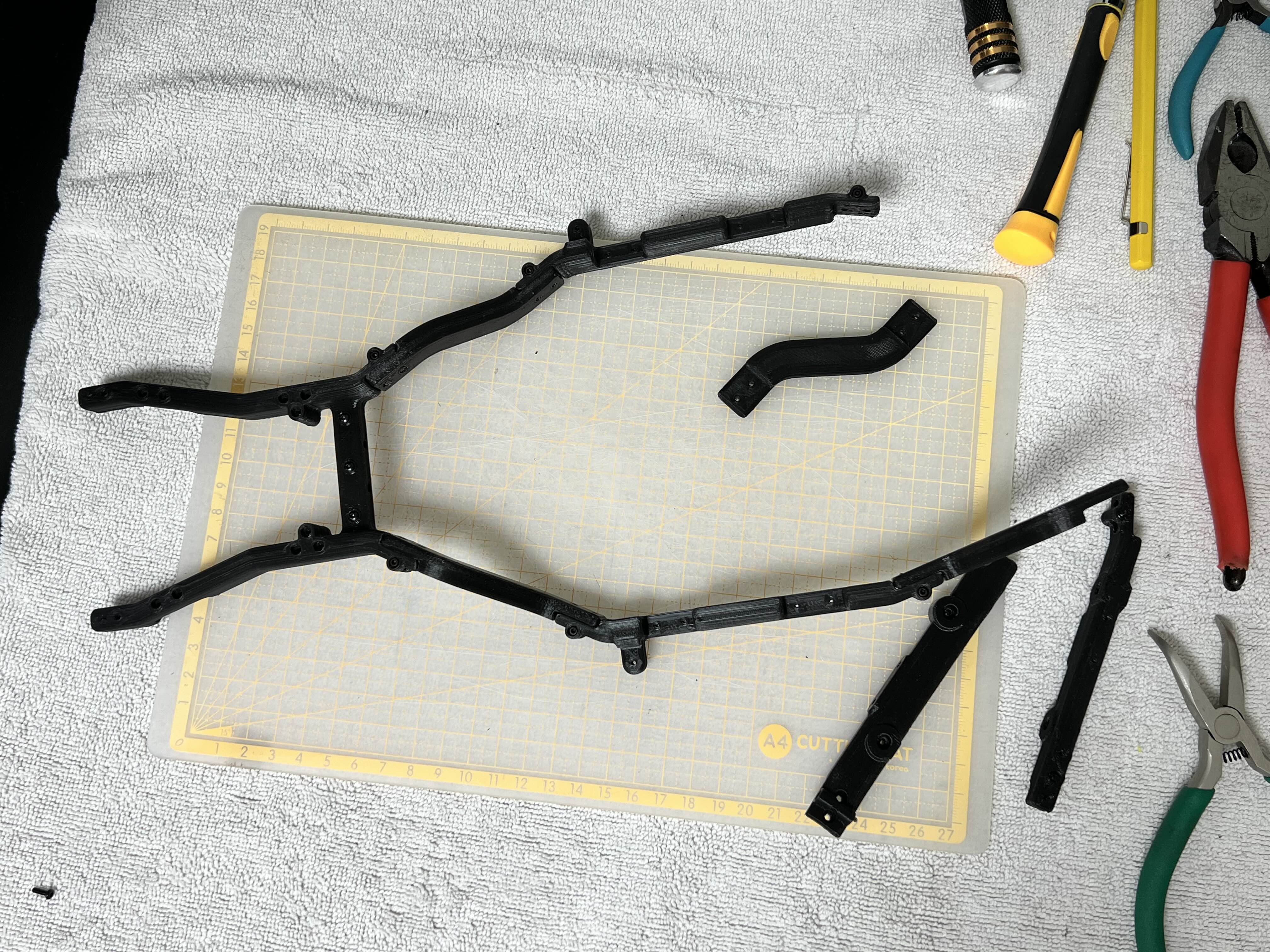
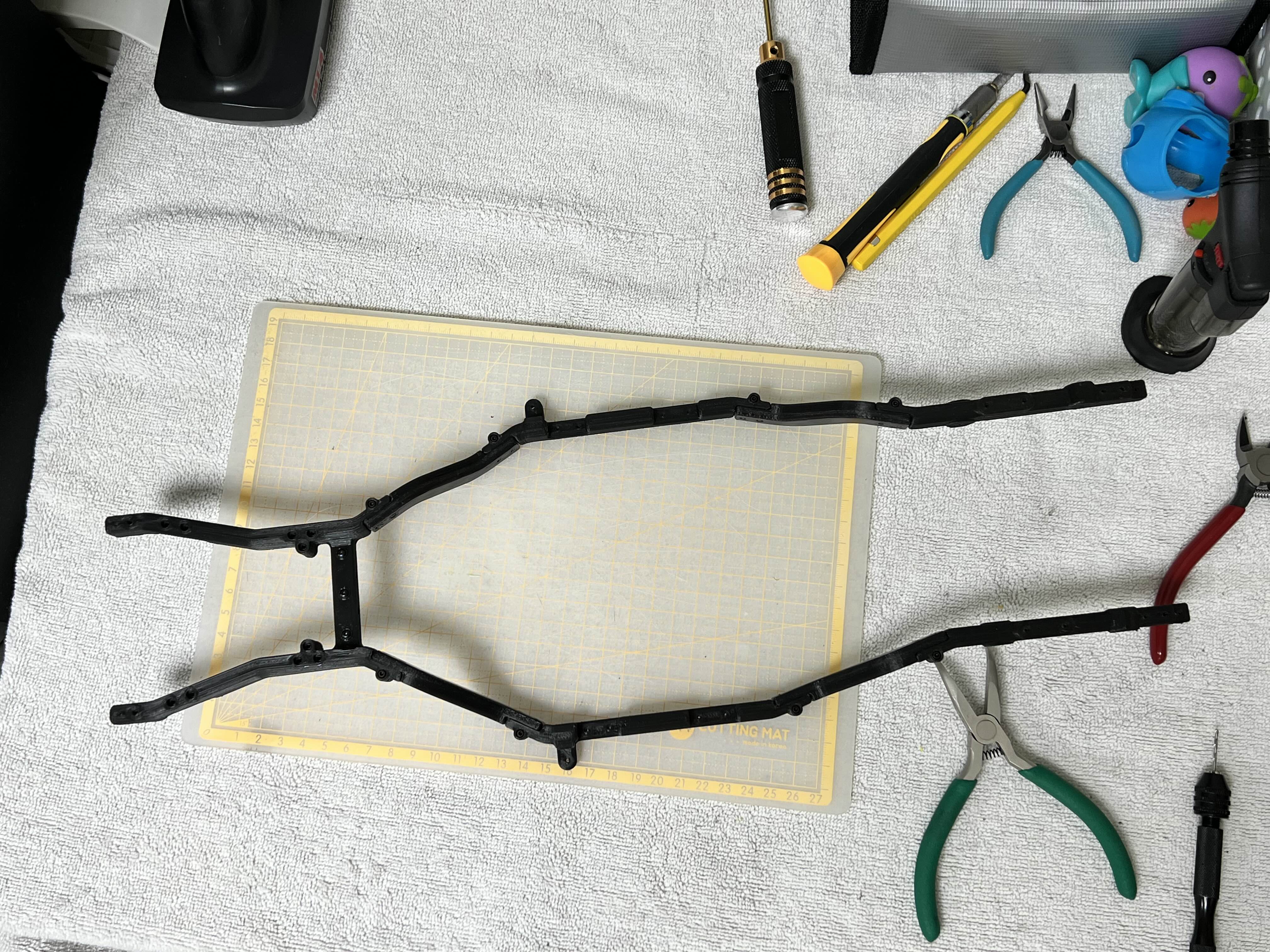
여러 파츠를 이미 출력완료해 두었고, 외관에 해당하는 바디관련 출력만을 남겨두고 있습니다.
1년중 3D프린터로 출력하기 가장 어려운 무더운 날씨인 요즘이라 잠시 프린터는 휴식을 취하고 있는 중입니다.
짬짬히 진행하고 과정을 기록해 보겠습니다.
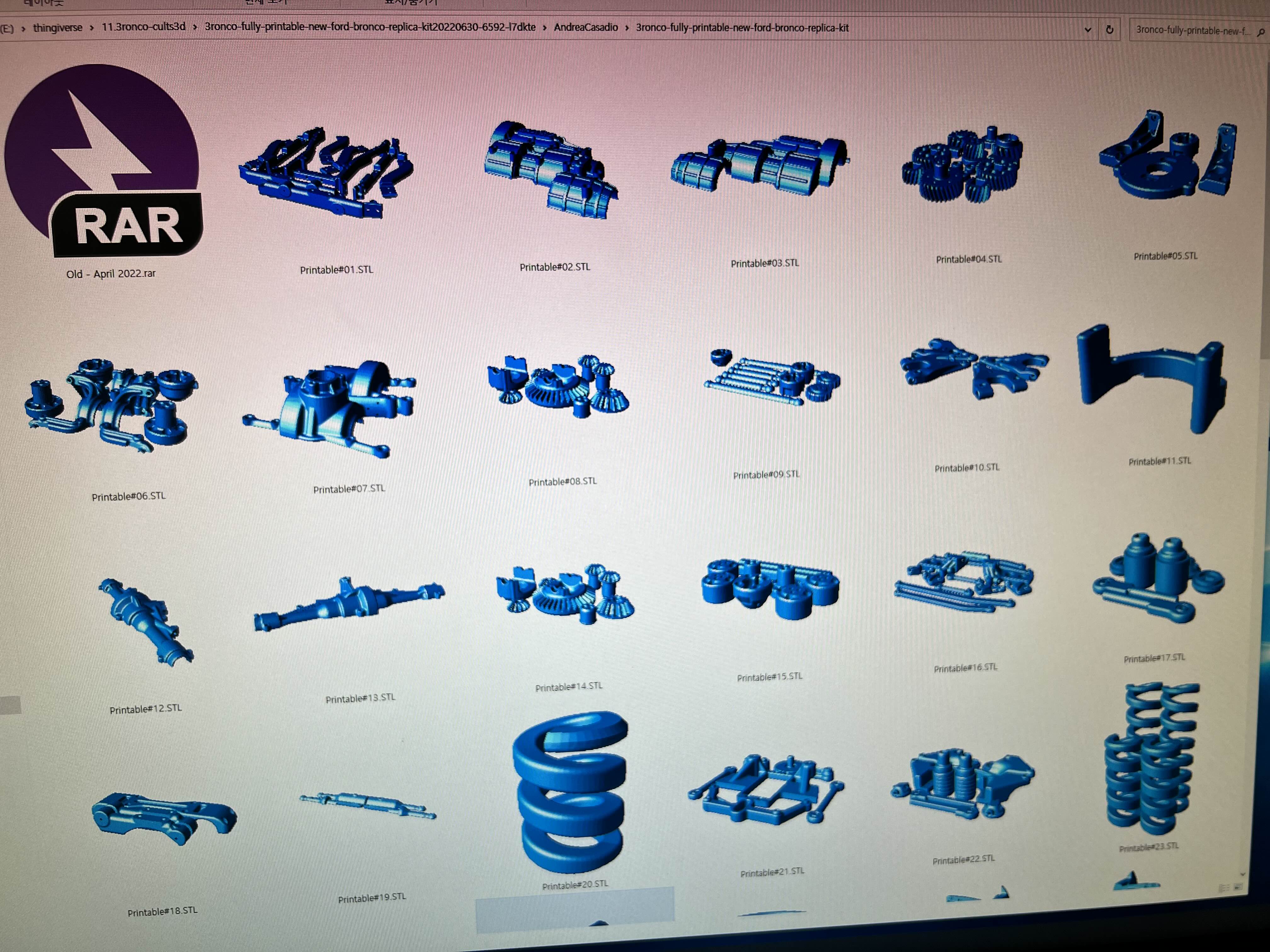
p.s 브롱코를 3RONCO로 적은이유는 모델링을 판매하고 있는 곳에서 포드사의 브롱코 정식 라이센스를 받은것이 아닌듯해 보이고, 모델링 이름도 브롱코의 첫글자 B를 비슷한 모양의 숫자3으로 바꿔 쓰리롱코(3RONCO)로 명명하고 있어 그대로 따왔습니다.
(3D프린터는 환경 온도에 많은 영향을 받습니다. 이유인즉 출력 재료인 필라멘트가 주입되고 밀어주는 힘에 의해 200도로 달궈진 노즐로 배출이 되며 출력이 진행되는데, 노즐방향인 핫엔드 부분은 200도 이상으로 뜨겁지만 반대로 밀어주는 콜드엔드 부분은 쿨링이 필요해 약 30도 이하로 유지되어야 힘을 받아 밀어줄수가 있습니다. 이 핫엔드와 콜드엔드 부분의 접점이 노즐목이라는 부분인데, 프린터 주변 온도가 높아 30도이상의 온도가 유지 된다면 쿨링에 의해 딱딱하게 식어야할 필라멘트가 쿨링이 되지 못해 흐믈흐믈하게 되어 밀어주는 힘을 받지 못하고 그로인해 노즐 부분에 압출불량(재료가 나오지 않는 현상)이 발생하게 되어 출력이 정상적으로 진행되지 못하게 됩니다. 주위에 선풍기나, 에어컨을 켜서 온도를 낮추면 되긴 하겠지만 사람이 없을경우까지 가동시키는건 그리 효율적인 방법은 아니므로 한여름 기간만 프린터에게 휴식을 취하도록 했습니다.)